HƯỚNG DẪN PHÂN BIỆT HÀN TIG VÀ HÀN MIG
1. Hàn Tig là gì?
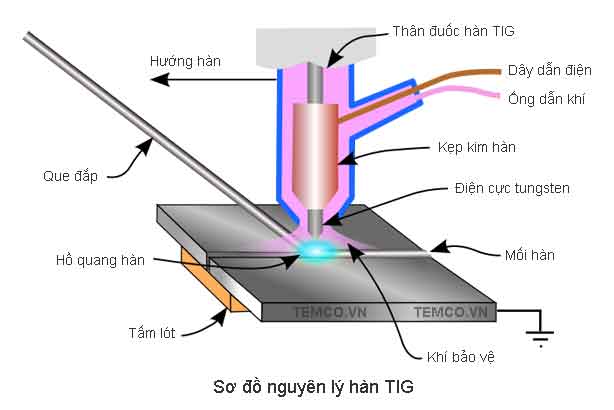
Hàn TIG ( Tungsten Inert gas) còn có tên gọi khác là hàn hồ quang bằng điện cực không nóng chảy (tungsten) trong môi trường khí bảo vệ – GTAW ( Gas Tungsten Arc Welding ) thường được gọi với tên hàn Argon hoặc WIG ( Wonfram Inert Gas). Sử dụng các loại khí bảo vệ như: Argon, Heli, Argon+Heli, Argon +Hidro hoặc Argon+oxy.
Đặc điểm của hàn TIG
Điện cực không nóng chảy.Không tạo xỉ do không có thuốc hàn.Hồ quang, vũng chảy quan sát và kiểm soát dễ dàng.Nguồn điện tập trung có nhiệt độ cao.Có thể hàn được kim loại mỏng hoặc dày do thông số hàn có phạm vi điều chỉnh rộng ( từ vài ampe đến vài trăm ampe).
Hàn được hầu hết các kim loại và hợp kim với chất lượng cao. Mối hàn sạch đẹp, không lẫn xỉ và văng tóe. Kiểm soát được độ ngấu và hình dạng vũng hàn dễ dàng.
Ứng dụng của phương pháp hàn TIG
Phương pháp hàn TIG được áp dụng trong nhiều lĩnh vực sản xuất, đặc biệt rất thích hợp trong hàn thép hợp kim cao,kim loại màu và hợp kim của chúng.Phương pháp hàn này thông thường được thao tác bằng tay và có thể tự động hóa hai khâu di chuyển hồ quang cũng như cấp dây hàn phụ.Thường được sử dụng trong lĩnh vực hàng không vũ trụ,trong sản xuất xe không gian…
Sử dụng hàn các tấm mỏng,ống thành mỏng trong ngành công nghiệp xe đạp.Thường được sử dụng trong quá trình phục chế sửa chữa các chi tiết bị hỏng,đặc biệt là các chi tiết làm bằng nhôm và magie.
Hàn TIG đặc biệt áp dụng trong chi tiết hàn khó,yêu cầu mối hàn cao như là các góc nhỏ khó hàn trong các chi tiết máy,vỏ máy photo,máy lạnh,máy điều hòa,các loại máy trong bệnh viện như máy X-Quang,máy chiếu..Ứng dụng nhiều trong công nghệ hàn tàu,hàn ống tàu,hàn ống dẫn ga,dẫn dầu…
Ưu điểm của hàn TIG
Có thể hàn được kim loại mỏng hoặc dày do thông số hàn có phạm vi điều chỉnh rộng (từ vài Ampe đến vài trăm ampe). Hàn được các kim loại và hợp kim có chất lượng cao.Mối hàn sạch đẹp, không lẫn xỉ và văng tóe.Kiểm soát được độ ngấu và hình dạng vũng hàn dễ dàng.Có thể sử dụng hoặc không sử dụng que đắp để tạo nên mối hàn.
Nhược điểm của hàn TIG
– Năng suất thấp.
– Đòi hỏi thợ hàn có tay nghề cao hơn.
– Giá thành tương đối cao do năng suất thấp, thiết bị và nguyên liệu lại đắt tiền.
Các loại vật liệu Dùng Hàn TIG
Hợp kim thép: thép không rỉ (inox),Hợp kim các bon thấp (thép thường hoặc thép đen)
Hợp kim Nhôm ,Hợp kim đồng ,Magie,Gang hợp kim,Niken,Hợp kim kẽm,Hợp kim Zicron….
Với các bạn mới vào nghề hàn có thể hiểu đơn giản như sau: Để lấp đầy hồ quang hàn vào chỗ cần hàn thì ta dùng thiết bị hàn tig gồm : Máy hàn, Khí hàn, Nguồn điện, Mỏ hàn..Được kết nối với nhau theo một hệ thống chuẩn, sau khi đã kiểm tra hệ thống hoạt động tốt thì ta bắt đầu hàn.Và nguyên tắc đơn giản các bạn hiểu nôm na là dưới tác động của dòng điện thì một phần quan trọng trong mỏ hàn gọi là điện cực không nóng chảy (Kim hàn) sẽ phát ra một lượng nhiệt cực lớn,khi mình tra que bù vào dưới tác dụng của nhiệt lượng cao,que bù sẽ chảy ra và tạo hồ quang lấp đầy mối hàn..
2. Hàn MIG là gì?
Hàn MIG là phương pháp hàn thuộc nhóm phương pháp GMAW sử dụng nguồn nhiệt từ hồ quang cháy giữa dây điện cực rắn cấp liên tục nhờ một bộ cấp dây cú tốc độ không đổi. Vũng chảy hình thành được bảo vệ bằng dòng khí trơ (MIG) hoặc dòng khí hoạt hóa (MAG). Phương pháp này cũng được gọi là hàn bán tự động, tuy nhiên tên gọi đó khụng chính xác. Trong công nghiệp hàn MAG với khí bảo vệ CO2 thường gọi là hàn dây hoặc hàn CO2.
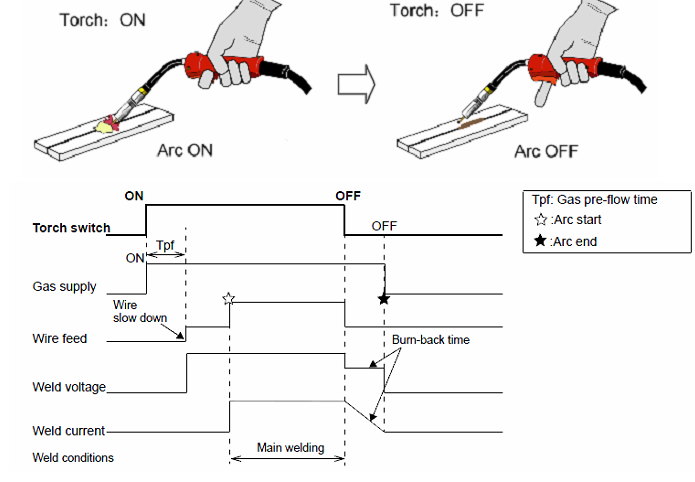
Trang bị quan trọng nhất là súng hàn nó đảm nhiệm các chức năng như cấp dòng điện hàn cho dây hàn thông qua ống tiếp xúc (tube contact) , khí bảo vệ qua mỏ phun (nozzle) và hệ thống giải nhiệt súng hàn khi cần thiết.
Trang bị thứ hai là bộ cấp dây hàn (wire feeder) có tốc độ ổn định ở các giá trị xác lập. Tùy loại dây hàn có thể dùng bộ cấp dây hai con lăn (2-rolls) hoặc bốn con lăn (4 – rolls). Bồ cấp dây có thể rời hoặc lắp sẳn vào nguồn điện hàn. Chức năng của bộ cấp dây là duy trì quá trình cháy tự động của hồ quang sau khi mồi.
Khí bảo vệ có thể là khí trơ (Ar, He hoặc hỗn hợp Ar + He) không tác dụng với kim loại lỏng trong khi hàn hoặc là các loại khí hoạt tính (CO2; CO2 + O2; CO2 + Ar, …) có tác dụng chiếm chỗ và đẩy không khí ra khỏi vùng hàn để hạn chế tác dụng xấu của nó.
Ưu điểm của hàn MIG
– CO2 là loại khí dễ kiếm, dễ sản xuất và giá thành thấp.Năng suất hàn trong CO2 cao, gấp hơn 2,5 lần so với hàn hồ quang tay. Tính công nghệ của hàn trong CO2 cao hơn so với hàn hồ quang dưới lớp thuốc vì có thể tiến hành ở mọi vị trí không gian khác nhau.
– Chất lượng hàn cao. Sản phẩm hàn ít bị cong vênh do tốc độ hàn cao, nguồn nhiệt tập trung, hiệu suất sử dụng nhiệt lớn, vùng ảnh hưởng nhiệt hẹp.Mối hàn mig thường ngấu và đẹp, nếu người thợ hàn tốt, có thể cho ra những vết hàn rất đẹp.
– Hàn được một số các kim loại: thép, thép không gỉ, nhôm… Điều kiện lao động tốt hơn so với hàn hồ quang tay và trong quá trình hàn không phát sinh khí độc.
Phạm vi ứng dụng của hàn MIG
Nó không những có thể hàn các loại thép kết cấu thông thường, mà còn có thể hàn các loại thép không gỉ, thép chịu nhiệt, thép bền nóng, các hợp kim đặc biệt, các hợp kim nhôm, magiê, niken, đồng, các hợp kim có ái lực hóa học mạnh với ôxi.
Phương pháp hàn này có thể sử dụng được ở mọi vị trí trong không gian, được sử dụng khá phổ biến trong sản xuất các loại sản phẩm như bàn ghế, mô tô, khung xe đạp, hoặc được dùng trong đóng tàu, đóng thùng ô tô, các xưởng cơ khí, dây chuyền công nghệ sản xuất…
Chiều dày vật hàn từ 0,4 – 4,8 mm thì chỉ cần hàn một lớp mà không phải vát mép, từ 1,6 – 10mm thì hàn một lớp có vát mép, còn từ 3,2 – 25mm thì hàn nhiều lớp.
Không thích hợp cho hàn ngoài trời ,bởi vì sự chuyển động của không khí xung quanh có thể làm ảnh hưởng tới khí bảo vệ và mối hàn .Nên sử dụng trong trong ngành xây dựng khá hạn chế.Được dùng phổ biến trong hàn tự động và bán tự động.
Nói một cách đơn giản : Khi hàn MIG hồ quang từ dây hàn sẽ nóng chảy và tạo thành hồ quang lấp đầy mối hàn.
3.MÁY HÀN MIG VÀ MAG KHÁC NHAU THẾ NÀO?
Máy hàn Mig va Mag thực ra là một loại máy. Nhưng khi sử dụng vào công việc thì khác nhau. Với hàn Mig thì người ta sử dụng dây hàn không có lõi thuốc ở trong nên phải dùng hoàn toàn 100% khí trơ như argon hay heli. Như vậy mối hàn không bị rỗ khí và mối hàn sẽ rất bóng, sau khi hàn không có xỉ.
Còn khi ta thấy người ta hàn loại máy đó mà dùng dây hàn có lõi thuốc bên trong và dùng khí CO2, Ar + CO2.
Đó là hàn Mag vì cho dù là có thuốc bọc bên trong nhưng phải dùng khí CO2 hay Ar +CO2 để đẩy khí tạp ra khỏi mối hàn có như thế mối hàn mới không bị rỗ khí.
4.Khi nào Hàn MIG và Khi nào Hàn TIG ?
Câu hỏi này thực ra cũng tùy vào mục đích của người thợ hàn: Ưu tiên chất lượng mối hàn hay ưu tiên hiệu suất sản xuất. Nhưng có một số sự khác nhau cơ bản để chọn hàn mig hay hàn tig đó là :
Các vật liệu rất mỏng cỡ 0.6mm – 0.8 mm như là các loại vỏ máy: vỏ máy in,vỏ máy x quang, máy chụp chiếu hay các loại máy có kết cấu mỏng và tinh vi thì ta khó lòng áp dụng hàn mig được. Khi đó bắt buộc ta phải dùng hàn tig để tránh biến dạng và hỏng vật liệu. Ngoài ra các chi tiết khó hàn như các góc nhỏ khuất mà yêu cầu hàn trong thì ta không thể đưa mỏ hàn mig vào được,trường hợp này bắt buộc phải hàn TIG.
– Còn trong trường hợp hàn các loại vật liệu dày thì lúc đó ta có thể chọn hàn tig hay hàn mig đều được.Thường thì với các vật liệu này đa phần đều áp dụng phương pháp hàn mig để tăng năng suất, giảm thời gian hàn sản phẩm.
– Hiện nay áp dụng Robot hàn công nghiệp vào sản xuất đang trở nên rộng rãi,giúp tăng năng suất làm việc,mối hàn đều và đẹp.Rất nhiều xưởng cơ khí,nhà máy sản xuất đã dùng và phẩn hồi lại rất tích cực khi sử dụng Robot hàn.
Bài viết cùng chủ đề:
-

Con lăn dính bụi PE – Sản phẩm vệ sinh dính bụi đáp ứng hoàn hảo tiêu chuẩn phòng sạch
-
Nên mua ống dây dẫn hơi khí nén xoắn ở đâu?
-
Cách sử dụng panme đo lỗ 3 chấu chuẩn chính xác
-
Giấy Lau Phòng Sạch Kimtech tại Khái Hưng Group
-

Máy bơm nước đẩy cao – máy bơm nước cho nhà cao tầng
-
Mua Motor động cơ điện 3 pha IE2 22kw 380v 30hp tại Khái Hưng Group
-

SO SÁNH SỰ KHÁC NHAU GIỮA BĂNG KEO TRONG VÀ BĂNG KEO ĐỤC DÁN THÙNG
-

Kinh nghiệm chọn Aptomat phù hợp với nhu cầu sử dụng
-
Bao ngón tay cam sần chống tĩnh điện tại Khái Hưng Group
-
Vì sao giấy dính bụi DCR PAD có thể hút được các bụi bẩn từ con lăn?
-
BỘ BULONG INOX 316 CHẤT LƯỢNG ĐỦ KÍCH THƯỚC
-
SÚNG PHUN TẠO NHÁM, SÚNG PHUN GAI TẠI KHÁI HƯNG GROUP
-
Thảm cao su chống tĩnh điện, chống mỏi chân tại Khái Hưng Group
-
Ứng dụng cảm biến đo mức chất lỏng
-

Cách chọn Bu lông nào phù hợp với từng loại công trình
-

Aptomat ELCB NV-S Mitsubishi – Khái Hưng Group